(Created page with " <span id='_Hlk194754804'></span> :<big>'''1. Introducción'''</big> Las cerámicas y sus composites son candidatos prometedores para aplicaciones aeroespaciales por su baj...") |
m (Marherna moved page Review 128471975587 to ARCE et al 2025a) |
||
| (10 intermediate revisions by one other user not shown) | |||
| Line 16: | Line 16: | ||
<div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | <div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | ||
| − | [[Image:Draft_Garcia-Martinez_237930664-image1.png|456px]] | + | [[Image:Draft_Garcia-Martinez_237930664-image1.png|456px]] </div> |
<div id="_Ref194906395" class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | <div id="_Ref194906395" class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | ||
Figura 1. Esquema de la metodología empleada en el desarrollo de la investigación</div> | Figura 1. Esquema de la metodología empleada en el desarrollo de la investigación</div> | ||
| + | |||
El objetivo principal de este estudio es validar la técnica de impresión 3D para la fabricación de piezas para soportes ópticos en aplicaciones aeroespaciales. La implementación de estos demostradores responde a una necesidad creciente en la industria aeroespacial: sustituir los tradicionales soportes metálicos, como el Ti6Al4V, por compuestos de matriz cerámica (CMC) con bajo coeficiente de expansión térmica, buena estabilidad dimensional, baja densidad y comportamiento mecánico aceptable. Esta estrategia busca reducir los esfuerzos inducidos por los gradientes térmicos y mejorar la precisión y robustez de sistemas ópticos embarcados en plataformas espaciales. | El objetivo principal de este estudio es validar la técnica de impresión 3D para la fabricación de piezas para soportes ópticos en aplicaciones aeroespaciales. La implementación de estos demostradores responde a una necesidad creciente en la industria aeroespacial: sustituir los tradicionales soportes metálicos, como el Ti6Al4V, por compuestos de matriz cerámica (CMC) con bajo coeficiente de expansión térmica, buena estabilidad dimensional, baja densidad y comportamiento mecánico aceptable. Esta estrategia busca reducir los esfuerzos inducidos por los gradientes térmicos y mejorar la precisión y robustez de sistemas ópticos embarcados en plataformas espaciales. | ||
| Line 66: | Line 67: | ||
El ''feedstock'' se preparó incorporando el rGO en el sistema ligante fundido, seguido de mezclado intensivo en una mezcladora de rotores (Thermo Haake) a 160 °C y 30 rpm hasta alcanzar homogeneidad. Posteriormente, se granula y se utiliza como materia prima en un proceso de impresión 3D por extrusión de pellet (tecnología MEX, Material EXtrusion). Se imprimieron piezas densas con una boquilla de 0,8 mm, espesor de capa de 0,4 mm y velocidad de 20mm/s. Las piezas en verde se sometieron a un proceso de eliminación del sistema ligante (''binder'') en dos etapas: primero con disolventes y luego térmicamente en atmósfera de nitrógeno. Finalmente, se sinterizaron a vacío a 1340°C durante 1 hora [21][22]. El esquema general del proceso de fabricación seguido en este trabajo, desde la preparación del ''feedstock'' hasta la pieza final sinterizada, se muestra en la <span id='cite-_Ref194906418'></span>[[#_Ref194906418|Figura 2]]. | El ''feedstock'' se preparó incorporando el rGO en el sistema ligante fundido, seguido de mezclado intensivo en una mezcladora de rotores (Thermo Haake) a 160 °C y 30 rpm hasta alcanzar homogeneidad. Posteriormente, se granula y se utiliza como materia prima en un proceso de impresión 3D por extrusión de pellet (tecnología MEX, Material EXtrusion). Se imprimieron piezas densas con una boquilla de 0,8 mm, espesor de capa de 0,4 mm y velocidad de 20mm/s. Las piezas en verde se sometieron a un proceso de eliminación del sistema ligante (''binder'') en dos etapas: primero con disolventes y luego térmicamente en atmósfera de nitrógeno. Finalmente, se sinterizaron a vacío a 1340°C durante 1 hora [21][22]. El esquema general del proceso de fabricación seguido en este trabajo, desde la preparación del ''feedstock'' hasta la pieza final sinterizada, se muestra en la <span id='cite-_Ref194906418'></span>[[#_Ref194906418|Figura 2]]. | ||
| − | <div id="_Ref194906418" class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | + | [[File:Draft_Garcia-Martinez_237930664_9265_Figura 2.jpg]] |
| + | <div id="_Ref194906418" class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | ||
Figura 2. Esquema general del proceso de fabricación por impresión 3D</div> | Figura 2. Esquema general del proceso de fabricación por impresión 3D</div> | ||
| Line 82: | Line 84: | ||
<span style="text-align: center; font-size: 75%;"> | <span style="text-align: center; font-size: 75%;"> | ||
| − | + | [[File:Draft_Garcia-Martinez_237930664_7548_Figura 3.jpg]] </span></div> | |
| − | + | ||
| − | + | ||
| − | + | ||
| − | + | ||
| − | + | ||
<div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | <div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | ||
| Line 94: | Line 91: | ||
<div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | <div class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | ||
<span style="text-align: center; font-size: 75%;"> | <span style="text-align: center; font-size: 75%;"> | ||
| − | [[ | + | [[File:Draft_Garcia-Martinez_237930664_9528_Figura 4.jpg]] </span></div> |
| − | + | ||
| − | + | ||
| − | + | ||
| − | + | ||
<div id="_Ref194906437" class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | <div id="_Ref194906437" class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | ||
| Line 117: | Line 110: | ||
El análisis microestructural de las piezas sinterizadas mediante SEM revela una matriz densa y homogénea, con una porosidad superficial baja y ausencia de defectos macroscópicos. No se observaron acumulaciones visibles de rGO ni segregación del refuerzo a escala micrométrica, lo que indica una buena dispersión durante el procesado y una cohesión efectiva entre capas impresas. | El análisis microestructural de las piezas sinterizadas mediante SEM revela una matriz densa y homogénea, con una porosidad superficial baja y ausencia de defectos macroscópicos. No se observaron acumulaciones visibles de rGO ni segregación del refuerzo a escala micrométrica, lo que indica una buena dispersión durante el procesado y una cohesión efectiva entre capas impresas. | ||
| − | + | [[File:Draft_Garcia-Martinez_237930664_9915_Figura 5.jpg]]<div id="_Ref194906661" class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | |
| − | + | Figura 5. Muestras impresas sin rGO y con 0,25 % rGO en peso tras sinterización: (a) y (b) SEM. (c) y (e) EDX. (d) XRD.</div> | |
| − | + | ||
| − | + | ||
| − | + | ||
| − | + | ||
| − | + | ||
| − | + | ||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
Estos resultados microestructurales se correlacionan con el análisis por difracción de rayos X (XRD), que confirma la formación de las fases cristalinas esperadas: (1) α-cordierita como fase principal, junto con (2) mullita y (3) alúmina. Las posiciones e intensidades relativas de los picos coinciden con las referencias para estos materiales, sin detectarse nuevas fases asociadas al refuerzo. La comparación entre las formulaciones con 0 % y 0,25 % de rGO indica que la adición del refuerzo no afecta a la cristalización de la matriz cerámica ni modifica sustancialmente la microestructura global, lo que evidencia una buena compatibilidad térmica y química entre el rGO y el sistema precursor (<span id='cite-_Ref194906661'></span>[[#_Ref194906661|Figura 5]]). | Estos resultados microestructurales se correlacionan con el análisis por difracción de rayos X (XRD), que confirma la formación de las fases cristalinas esperadas: (1) α-cordierita como fase principal, junto con (2) mullita y (3) alúmina. Las posiciones e intensidades relativas de los picos coinciden con las referencias para estos materiales, sin detectarse nuevas fases asociadas al refuerzo. La comparación entre las formulaciones con 0 % y 0,25 % de rGO indica que la adición del refuerzo no afecta a la cristalización de la matriz cerámica ni modifica sustancialmente la microestructura global, lo que evidencia una buena compatibilidad térmica y química entre el rGO y el sistema precursor (<span id='cite-_Ref194906661'></span>[[#_Ref194906661|Figura 5]]). | ||
| Line 162: | Line 118: | ||
Se evaluaron las propiedades mecánicas mediante ensayos de flexión a tres puntos realizados a 300 °C y tras choque térmico (calentamiento a 300 °C seguido de enfriamiento en agua). Los resultados muestran un comportamiento claramente dependiente de la temperatura y del contenido de rGO (<span id='cite-_Ref194906680'></span>[[#_Ref194906680|Figura 6]]). | Se evaluaron las propiedades mecánicas mediante ensayos de flexión a tres puntos realizados a 300 °C y tras choque térmico (calentamiento a 300 °C seguido de enfriamiento en agua). Los resultados muestran un comportamiento claramente dependiente de la temperatura y del contenido de rGO (<span id='cite-_Ref194906680'></span>[[#_Ref194906680|Figura 6]]). | ||
| − | + | [[File:Draft_Garcia-Martinez_237930664_8439_Figura 6.jpg]] <div id="_Ref194906680" class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | |
| − | + | Figura 6. (a) Resistencia a flexión de nanocomposites con 0 % y 0,25 % de rGO, evaluada a 300 °C y tras choque térmico (CT). Imágenes de la superficie de fractura a flexión a 300 °C en muestras con (b) 0 % rGO y (c) 0,25 % rGO, y tras choque térmico (CT) en muestras con (d) 0 % rGO y (e) 0,25 % rGO .</div> | |
| − | + | ||
| − | + | ||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
Tanto las muestras sin refuerzo como las reforzadas con 0,25 % rGO muestran valores de resistencia similares a 300 °C y tras choque térmico. En ambos casos se observa un ligero aumento de resistencia tras el ciclo térmico, lo que sugiere que el choque térmico no afecta negativamente a la integridad estructural del material. La incorporación de rGO no altera de forma significativa la resistencia a flexión, pero tampoco compromete la estabilidad mecánica frente a gradientes térmicos. La fractografía de las superficies de rotura aporta información sobre los mecanismos de fallo. A 300 °C, ambas formulaciones presentan superficies de fractura limpias y comparables en cuanto a rugosidad (<span id='cite-_Ref194906680'></span>[[#_Ref194906680|Figuras 6]]b-c), sin observarse características morfológicas diferenciales atribuibles al refuerzo. Tras el choque térmico (<span id='cite-_Ref194906680'></span>[[#_Ref194906680|Figuras 6]]d-e), las superficies muestran una textura ligeramente más rugosa, pero nuevamente sin diferencias significativas entre las muestras con y sin rGO. Estas observaciones respaldan el buen comportamiento estructural del material frente a gradientes térmicos, independientemente de la presencia del refuerzo. | Tanto las muestras sin refuerzo como las reforzadas con 0,25 % rGO muestran valores de resistencia similares a 300 °C y tras choque térmico. En ambos casos se observa un ligero aumento de resistencia tras el ciclo térmico, lo que sugiere que el choque térmico no afecta negativamente a la integridad estructural del material. La incorporación de rGO no altera de forma significativa la resistencia a flexión, pero tampoco compromete la estabilidad mecánica frente a gradientes térmicos. La fractografía de las superficies de rotura aporta información sobre los mecanismos de fallo. A 300 °C, ambas formulaciones presentan superficies de fractura limpias y comparables en cuanto a rugosidad (<span id='cite-_Ref194906680'></span>[[#_Ref194906680|Figuras 6]]b-c), sin observarse características morfológicas diferenciales atribuibles al refuerzo. Tras el choque térmico (<span id='cite-_Ref194906680'></span>[[#_Ref194906680|Figuras 6]]d-e), las superficies muestran una textura ligeramente más rugosa, pero nuevamente sin diferencias significativas entre las muestras con y sin rGO. Estas observaciones respaldan el buen comportamiento estructural del material frente a gradientes térmicos, independientemente de la presencia del refuerzo. | ||
| Line 182: | Line 126: | ||
En cuanto a las propiedades electromagnéticas, se ensayaron anillos cerámicos con un 0 % y 0,25 % de rGO en peso en el rango de 10 MHz a 8 GHz mediante el sistema basado en línea de transmisión coaxial (EpsiMu® PE13) (<span id='cite-_Ref194906729'></span>[[#_Ref194906729|Figura 7]]). En ambos casos, el coeficiente de reflexión (S11) se mantuvo por debajo de –10 dB en todo el rango de frecuencias, mientras que el coeficiente de transmisión (S21) permaneció cercano a 0 dB, lo que indica una pérdida mínima de señal a través del material. No se apreciaron diferencias significativas atribuibles al refuerzo. La permitividad relativa estimada se mantuvo entre 3 y 5, lo que confirma el comportamiento dieléctrico de los nanocomposites en estas concentraciones. | En cuanto a las propiedades electromagnéticas, se ensayaron anillos cerámicos con un 0 % y 0,25 % de rGO en peso en el rango de 10 MHz a 8 GHz mediante el sistema basado en línea de transmisión coaxial (EpsiMu® PE13) (<span id='cite-_Ref194906729'></span>[[#_Ref194906729|Figura 7]]). En ambos casos, el coeficiente de reflexión (S11) se mantuvo por debajo de –10 dB en todo el rango de frecuencias, mientras que el coeficiente de transmisión (S21) permaneció cercano a 0 dB, lo que indica una pérdida mínima de señal a través del material. No se apreciaron diferencias significativas atribuibles al refuerzo. La permitividad relativa estimada se mantuvo entre 3 y 5, lo que confirma el comportamiento dieléctrico de los nanocomposites en estas concentraciones. | ||
| − | + | [[File:Draft_Garcia-Martinez_237930664_5302_Figura 7.jpg]] | |
| − | + | <div id="_Ref194906729" class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | |
| − | + | ||
| − | <div id="_Ref194906729" class="center" style="width: auto; margin-left: auto; margin-right: auto;"> | + | |
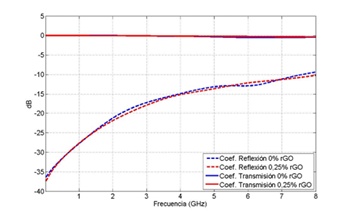
Figura 7. Coeficiente de reflexión (S11) y transmisión (S21) con 0 % rGO y (b) 0,25 % rGO.</div> | Figura 7. Coeficiente de reflexión (S11) y transmisión (S21) con 0 % rGO y (b) 0,25 % rGO.</div> | ||
| Line 253: | Line 195: | ||
[23] M. García-Martínez et al., «Characterization of graphene-reinforced cordierite composites processed by additive manufacturing», en ECERS 2023 - ABSTRACTS, Lyon France, jul. 2023. | [23] M. García-Martínez et al., «Characterization of graphene-reinforced cordierite composites processed by additive manufacturing», en ECERS 2023 - ABSTRACTS, Lyon France, jul. 2023. | ||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
Latest revision as of 21:51, 26 June 2025
- 1. Introducción
Las cerámicas y sus composites son candidatos prometedores para aplicaciones aeroespaciales por su baja densidad, resistencia térmica y química. No obstante, su fragilidad y las dificultades de procesado han limitado su adopción[1][2].
La impresión 3D permite fabricar objetos complejos sin moldes, con eficiencia y precisión, y se considera clave para el sector espacial [3][4][5][6].
Los CMC permiten mejorar la fragilidad de cerámicas estructurales y pueden optimizar propiedades térmicas, dieléctricas o tribológicas mediante pequeñas cantidades de refuerzo carbonoso (grafeno, rGO, CNTs) [8]-[13]. Los materiales carbonosos como el grafeno, rGO o CNTs son especialmente eficaces como refuerzos por su elevada área superficial y su efecto con baja carga, aunque tienden a aglomerarse durante el procesado cerámico [14]-[16].
La cordierita (2MgO·2Al2O3·5SiO2) es un material cerámico de alto interés para aplicaciones aeroespaciales [17], debido a su bajo coeficiente de expansión térmica 2.5X10-6 K-1 y por tanto a su alta resistencia al choque térmico [18]. Se ha comprobado previamente que es posible obtener mejoras en sus propiedades para aplicaciones tecnológicas específicas, añadiendo grafeno a la cordierita y procesándolo mediante inyección [19].
En el marco del proyecto AERORECORD-3D, financiado por el Ministerio de Ciencia e Innovación, se ha trabajado en el desarrollo de componentes cerámicos de cordierita nanoreforzados con óxido de grafeno reducido (rGO), diseñados para aplicaciones aeroespaciales que pudieran obtenerse por impresión 3D y que se han caracterizado para predecir su comportamiento. Los materiales artificiales en el espacio están expuestos a condiciones extremas que aceleran su envejecimiento. Por ello, es necesario caracterizarlos para garantizar su durabilidad y fiabilidad a largo plazo [20].

El objetivo principal de este estudio es validar la técnica de impresión 3D para la fabricación de piezas para soportes ópticos en aplicaciones aeroespaciales. La implementación de estos demostradores responde a una necesidad creciente en la industria aeroespacial: sustituir los tradicionales soportes metálicos, como el Ti6Al4V, por compuestos de matriz cerámica (CMC) con bajo coeficiente de expansión térmica, buena estabilidad dimensional, baja densidad y comportamiento mecánico aceptable. Esta estrategia busca reducir los esfuerzos inducidos por los gradientes térmicos y mejorar la precisión y robustez de sistemas ópticos embarcados en plataformas espaciales.
La Figura 1 recoge, de forma esquemática, el enfoque metodológico integral del estudio, que abarca desde el diseño del feedstock y la fabricación por impresión 3D, hasta el desarrollo de demostradores tecnológicos, análisis FEA y ensayos funcionales en condiciones simuladas de operación espacial.
2. Materiales y métodos
2.1 Materiales
Las materias primas empleadas fueron polvos cerámicos precursores (Vicar S.A.) que consisten en una mezcla de óxidos que reaccionan para formar cordierita-mullita durante la sinterización (Tabla 1) y óxido de grafeno reducido (rGO) suministrado por LayerOne.
| Óxidos | SiO₂ | Al₂O₃ | MgO | Fe₂O₃ | CaO | Na₂O | K₂O | TiO₂ | Otros |
| % en peso | 48,7 | 44,3 | 2,9 | 0,8 | 0,3 | 0,4 | 1,2 | 0,8 | 0,6 |
La formulación del feedstock se desarrolló en trabajos anteriores, incluyendo un estudio preliminar de distribución de tamaño de partícula, análisis térmico (DSC/TGA) y caracterización reológica, con validación mediante moldeo por inyección de polvos [21][22].
2.2 Método
El feedstock se preparó incorporando el rGO en el sistema ligante fundido, seguido de mezclado intensivo en una mezcladora de rotores (Thermo Haake) a 160 °C y 30 rpm hasta alcanzar homogeneidad. Posteriormente, se granula y se utiliza como materia prima en un proceso de impresión 3D por extrusión de pellet (tecnología MEX, Material EXtrusion). Se imprimieron piezas densas con una boquilla de 0,8 mm, espesor de capa de 0,4 mm y velocidad de 20mm/s. Las piezas en verde se sometieron a un proceso de eliminación del sistema ligante (binder) en dos etapas: primero con disolventes y luego térmicamente en atmósfera de nitrógeno. Finalmente, se sinterizaron a vacío a 1340°C durante 1 hora [21][22]. El esquema general del proceso de fabricación seguido en este trabajo, desde la preparación del feedstock hasta la pieza final sinterizada, se muestra en la Figura 2.


Se emplearon técnicas como espectroscopía Raman, FTIR y XPS para caracterizar la estructura química del rGO; SEM-EDX y microscopía óptica para evaluar la microestructura; y XRD para identificar fases cristalinas. Las propiedades mecánicas y dieléctricas se midieron mediante ensayos de flexión y el sistema EpsiMu, respectivamente.
3. Resultados y discusión
3.1 Caracterización de las materias primas
La caracterización de las materias primas – polvos cerámicos precursores y óxido de grafeno reducido (rGO) – es fundamental para evaluar su idoneidad en procesos de conformado por impresión 3D y sinterización reactiva.
En la Figura 3a se observa una imagen SEM de los polvos cerámicos, con morfología irregular típica de materiales molidos y un tamaño de partícula mayoritariamente inferior a 9 μm. Estas características favorecen tanto el empaquetamiento durante el procesado como las reacciones de sinterización en estado sólido. El análisis elemental por EDX, mostrado en la Figura 3a, confirma la presencia de los principales elementos del sistema cordierita-mullita (Si, Al y Mg), así como trazas de Fe, Ti, Na, K y Ca, en línea con la composición teórica. La distribución uniforme de estos elementos sugiere una buena homogeneidad química. El espectro FTIR de los precursores se presenta en la Figura 3b. Se identifican bandas características correspondientes a enlaces Si–O, Al–O y Mg–O, así como señales asociadas a grupos hidroxilo residuales. Este comportamiento es característico de materiales parcialmente amorfos y con alta reactividad, adecuados para sinterización reactiva. En cuanto a la estructura cristalina, la Figura 3c muestra el difractograma de rayos X (XRD), donde se aprecia una base mayoritariamente amorfa con picos de baja intensidad. Esto indica una baja cristalinidad inicial, favorable para promover la formación in situ de cordierita durante el tratamiento térmico de sinterización [21], [23].


En la Figura 4 se presenta la caracterización del rGO utilizado como refuerzo. La imagen SEM (Figura 4a) muestra su morfología característica escamosa y arrugada, formada por láminas parcialmente apiladas, indicativa de una estructura grafénica con cierto grado de exfoliación. Esta textura favorece su dispersión y anclaje en la matriz cerámica. El espectro EDX (Figura 4b) confirma la elevada proporción de carbono, junto con trazas de oxígeno, coherente con un material parcialmente reducido como indica el fabricante. El mapa Raman de intensidad 2D/G (Figura 4c) sugiere que el material está compuesto mayoritariamente por láminas multicapa con buena homogeneidad superficial. En el espectro FTIR (Figura 4d), se observan señales asociadas a grupos funcionales oxigenados (–OH, C=O), mientras que el análisis XPS (Figura 4e) revela una proporción mayoritaria de enlaces sp² frente a sp³, confirmando la presencia dominante de dominios grafíticos.
3.2 Caracterización de la mezcla imprimible
Para evaluar la procesabilidad del sistema formulado, se llevaron a cabo análisis térmicos y reológicos sobre la mezcla binder-polvo cerámico con y sin rGO [22][23]. La caracterización reológica mostró un comportamiento pseudoplástico adecuado para procesos de impresión por extrusión, con viscosidades compatibles con la carga en volumen de polvo utilizada (60 %vol). La adición de 0,25 % de rGO no alteró significativamente la fluidez del sistema en las condiciones de procesado, aunque se observó una ligera mejora en la estabilidad del flujo en régimen de cizalladura.
Los análisis térmicos por TGA y DSC permitieron identificar las transiciones clave del sistema ligante y su interacción con los polvos. El perfil térmico reveló la fusión progresiva de los componentes del binder entre 90°C y 160°C, así como una pérdida de masa gradual asociada a la evaporación y descomposición de la parafina y el ácido esteárico a mayores temperaturas. No se observaron picos exotérmicos relacionados con reacciones inesperadas entre el refuerzo y la matriz, lo que confirma la compatibilidad térmica del sistema formulado.
Estos resultados validan el diseño del feedstock desde el punto de vista de estabilidad térmica y procesabilidad, apoyando su aplicación en impresión 3D por extrusión sin necesidad de modificaciones significativas en los parámetros de trabajo.
3.3 Caracterización de muestras impresas y sinterizadas
El análisis microestructural de las piezas sinterizadas mediante SEM revela una matriz densa y homogénea, con una porosidad superficial baja y ausencia de defectos macroscópicos. No se observaron acumulaciones visibles de rGO ni segregación del refuerzo a escala micrométrica, lo que indica una buena dispersión durante el procesado y una cohesión efectiva entre capas impresas.

Estos resultados microestructurales se correlacionan con el análisis por difracción de rayos X (XRD), que confirma la formación de las fases cristalinas esperadas: (1) α-cordierita como fase principal, junto con (2) mullita y (3) alúmina. Las posiciones e intensidades relativas de los picos coinciden con las referencias para estos materiales, sin detectarse nuevas fases asociadas al refuerzo. La comparación entre las formulaciones con 0 % y 0,25 % de rGO indica que la adición del refuerzo no afecta a la cristalización de la matriz cerámica ni modifica sustancialmente la microestructura global, lo que evidencia una buena compatibilidad térmica y química entre el rGO y el sistema precursor (Figura 5).
Se evaluaron las propiedades mecánicas mediante ensayos de flexión a tres puntos realizados a 300 °C y tras choque térmico (calentamiento a 300 °C seguido de enfriamiento en agua). Los resultados muestran un comportamiento claramente dependiente de la temperatura y del contenido de rGO (Figura 6).

Tanto las muestras sin refuerzo como las reforzadas con 0,25 % rGO muestran valores de resistencia similares a 300 °C y tras choque térmico. En ambos casos se observa un ligero aumento de resistencia tras el ciclo térmico, lo que sugiere que el choque térmico no afecta negativamente a la integridad estructural del material. La incorporación de rGO no altera de forma significativa la resistencia a flexión, pero tampoco compromete la estabilidad mecánica frente a gradientes térmicos. La fractografía de las superficies de rotura aporta información sobre los mecanismos de fallo. A 300 °C, ambas formulaciones presentan superficies de fractura limpias y comparables en cuanto a rugosidad (Figuras 6b-c), sin observarse características morfológicas diferenciales atribuibles al refuerzo. Tras el choque térmico (Figuras 6d-e), las superficies muestran una textura ligeramente más rugosa, pero nuevamente sin diferencias significativas entre las muestras con y sin rGO. Estas observaciones respaldan el buen comportamiento estructural del material frente a gradientes térmicos, independientemente de la presencia del refuerzo.
En cuanto a las propiedades electromagnéticas, se ensayaron anillos cerámicos con un 0 % y 0,25 % de rGO en peso en el rango de 10 MHz a 8 GHz mediante el sistema basado en línea de transmisión coaxial (EpsiMu® PE13) (Figura 7). En ambos casos, el coeficiente de reflexión (S11) se mantuvo por debajo de –10 dB en todo el rango de frecuencias, mientras que el coeficiente de transmisión (S21) permaneció cercano a 0 dB, lo que indica una pérdida mínima de señal a través del material. No se apreciaron diferencias significativas atribuibles al refuerzo. La permitividad relativa estimada se mantuvo entre 3 y 5, lo que confirma el comportamiento dieléctrico de los nanocomposites en estas concentraciones.

4. Trabajos futuros de la metodología del proyecto
Como parte de la validación funcional del material, se están desarrollando dos demostradores tecnológicos para aplicaciones espaciales, ambos con geometría de soporte de lente.
El primer demostrador, diseñado para una lente difractiva en un sistema óptico embarcado, será evaluado mediante simulaciones FEA y ensayos ambientales, incluyendo vibraciones y pruebas de amortiguamiento, con el objetivo de verificar su estabilidad estructural frente a excitaciones dinámicas.
El segundo prototipo se centra en un soporte de lente expuesto a ciclos térmicos extremos, como los que se producen en órbita. En este caso, se plantea un ensayo funcional basado en mediciones ópticas de alta precisión, empleando autocolimadores e interferometría, con el fin de detectar desviaciones angulares y deformaciones causadas por la contracción térmica del conjunto montura-espejo.
Estos demostradores permitirán evaluar el rendimiento del material en condiciones operativas reales y contribuirán a validar su uso como alternativa a soportes metálicos en entornos espaciales, donde se requiere elevada estabilidad dimensional y baja expansión térmica
5. Conclusiones
El nanocomposite cerámico de cordierita con 0,25 % de rGO mostró buena integridad estructural y microestructural, comportamiento dieléctrico estable y mejora mecánica a alta temperatura. Su procesabilidad mediante impresión 3D y su estabilidad en condiciones extremas lo posicionan como candidato para componentes aeroespaciales
6. Agradecimientos
Los autores agradecen el apoyo financiero proporcionado por las subvenciones PID2021-125612OB-C21 y PID2021-125612OA-C22, financiadas por MCIN/AEI/Unión Europea FEDER “Una manera de hacer Europa".
7. Bibliografía
[1] W. Wang et al., «Additive manufacturing of fiber reinforced ceramic matrix composites: Advances, challenges, and prospects», Ceram. Int., vol. 48, n.o 14, pp. 19542-19556, jul. 2022, doi: 10.1016/j.ceramint.2022.04.146.
[2] S. Zhang y D. Zhao, Aerospace Materials Handbook. CRC Press, 2013.
[3] A. Bandyopadhyay y B. Heer, «Additive manufacturing of multi-material structures», Mater. Sci. Eng. R Rep., vol. 129, pp. 1-16, jul. 2018, doi: 10.1016/j.mser.2018.04.001.
[4] F42 Committee, Additive Manufacturing – General Principles – Terminology [Internet]., https://www.astm.org/Standards/ISOASTM52900.htm., 2015.
[5] N. Shahrubudin, T. C. Lee, y R. Ramlan, «An Overview on 3D Printing Technology: Technological, Materials, and Applications», Procedia Manuf., vol. 35, pp. 1286-1296, ene. 2019, doi: 10.1016/j.promfg.2019.06.089.
[6] U. Scheithauer et al., «Additive manufacturing of ceramic single and multi-material components–A groundbreaking innovation for space applications too?», Acta Astronaut., vol. 221, pp. 155-162, ago. 2024, doi: 10.1016/j.actaastro.2024.05.003.
[7] J. Sun et al., «A review on additive manufacturing of ceramic matrix composites», J. Mater. Sci. Technol., vol. 138, pp. 1-16, mar. 2023, doi: 10.1016/j.jmst.2022.06.039.
[8] F. Zhang, S. Zhou, H. You, G. Zhang, J. Yang, y Y. Shi, «3D printing of ceramic matrix composites: Strengthening and toughening strategies», Compos. Part B Eng., vol. 297, p. 112335, may 2025, doi: 10.1016/j.compositesb.2025.112335.
[9] V. Fuertes, C. Berges, A. Gallego, E. Enríquez, G. Herranz, y J. F. Fernández, «Tailoring dielectric properties of cordierite-mullite ceramics through Ceramic Injection Moulding», Mater. Sci. Eng. B, vol. 262, p. 114783, dic. 2020, doi: 10.1016/j.mseb.2020.114783.
[10] O. Bilaç, G. Topateş, y C. Duran, «Production and characterization of glass/cordierite/hBN composites for low temperature co-fired ceramic applications», Ceram. Int., dic. 2024, doi: 10.1016/j.ceramint.2024.12.210.
[11] B. Ortega et al., «Thermal shock effects on the impact resistance, tolerance and flexural strength of alumina based oxide/oxide ceramic matrix composites», Ceram. Int., vol. 48, n.o 3, pp. 3544-3553, feb. 2022, doi: 10.1016/j.ceramint.2021.10.133.
[12] B.-Y. Zhou et al., «Recent progress in ceramic matrix composites reinforced with graphene nanoplatelets», Rare Met., vol. 39, n.o 5, pp. 513-528, may 2020, doi: 10.1007/s12598-019-01306-2.
[13] P. Švec, «Wear Resistance of B4C-TiB2 Ceramic Composite», Lubricants, vol. 13, n.o 1, Art. n.o 1, ene. 2025, doi: 10.3390/lubricants13010035.
[14] E. Shamsaei, F. B. de Souza, X. Yao, E. Benhelal, A. Akbari, y W. Duan, «Graphene-based nanosheets for stronger and more durable concrete: A review», Constr. Build. Mater., vol. 183, pp. 642-660, sep. 2018, doi: 10.1016/j.conbuildmat.2018.06.201.
[15] Y. Hu et al., «Nano/microstructures and mechanical properties of Al2O3–TiC ceramic composites reinforced with Al2O3@RGO nanohybrids», Ceram. Int., vol. 48, n.o 19, Part A, pp. 27536-27549, oct. 2022, doi: 10.1016/j.ceramint.2022.06.047.
[16] B.-Y. Zhou et al., «Recent progress in ceramic matrix composites reinforced with graphene nanoplatelets», Rare Met., vol. 39, n.o 5, pp. 513-528, may 2020, doi: 10.1007/s12598-019-01306-2.
[17] A. Nag, R. R. Rao, y P. K. Panda, «High temperature ceramic radomes (HTCR) – A review», Ceram. Int., vol. 47, n.o 15, pp. 20793-20806, ago. 2021, doi: 10.1016/j.ceramint.2021.04.203.
[18] D. Kuscer, I. Bantan, M. Hrovat, y B. Malič, «The microstructure, coefficient of thermal expansion and flexural strength of cordierite ceramics prepared from alumina with different particle sizes», J. Eur. Ceram. Soc., vol. 37, n.o 2, pp. 739-746, feb. 2017, doi: 10.1016/j.jeurceramsoc.2016.08.032.
[19] J. Hidalgo, R. Giménez, A. García-Juarez, C. Berges, y G. Herranz, «Ceramic injection moulding adequacy in the fabrication of graphene reinforced cordierite–mullite for high-temperature applications», Bol. Soc. Esp. Cerámica Vidr., feb. 2025, doi: 10.1016/j.bsecv.2025.01.005.
[20] M. Zigo, J. Šilha, K. Sabolová, y T. Hrobár, «Investigation of the space weathering rate of the geostationary satellites’ surface materials using BVRI photometry», Adv. Space Res., feb. 2025, doi: 10.1016/j.asr.2025.02.048.
[21] M. García-Martínez et al., «Caracterización de CMCs de cordierita reforzados con grafeno mediante moldeo por inyección de polvos», en DESEi+d, Jaen, España, 2024.
[22] J. Hidalgo, R. Giménez, A. García-Juarez, C. Berges, y G. Herranz, «Ceramic injection moulding adequacy in the fabrication of graphene reinforced cordierite–mullite for high-temperature applications», Bol. Soc. Esp. Cerámica Vidr., feb. 2025, doi: 10.1016/j.bsecv.2025.01.005.
[23] M. García-Martínez et al., «Characterization of graphene-reinforced cordierite composites processed by additive manufacturing», en ECERS 2023 - ABSTRACTS, Lyon France, jul. 2023.
Document information

Published on 20/04/26
Accepted on 25/06/25
Submitted on 13/04/25
Volume 09 - Comunicaciones MatComp25 (2025), Issue Núm. 4 Nuevos Materiales, 2026
Licence: Other
Share this document
Keywords

claim authorship
Are you one of the authors of this document?